11
全部商品分类

 毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0
毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 补价¥1.00
补价¥1.00 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0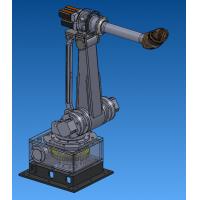 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0快走丝电火花线切割机床设计(论文+CAD图纸+三维图+外文翻译) 备注:三维图只有基础部分装配,细节请自行补齐
摘 要
高速走丝电火花线切割机床是我国的发明创造,其结构简单、性价比高,己经成为我国制造业中不可或缺的加工手段。电火花线切割加工具有无切削力,工件材料硬度对可加工性影响不大等优点,因此能适合各种特殊性能的材料和各种复杂表面及微细、精密、薄壁以及低刚性零件,电火花线切割技术在脆硬材料的切削及加工领域中已经广泛应用。随着制造技术的提升,要求电火花线切割机床具有高精度、高效率。所以研究具有高附加值、应用性很强的CNC控制系统的电火花线切割机床,提高产品的市场竞争力势在必行。本文针对快走丝电火花线切割机床的设计进行了详细描述。通过对使用性能,工作原理的分析和了解,将其分成三个主要部分。先选取标准件和校核主要部件,再利用UG三维软件进行综合实体设计,CAD做最后的出图修改,完成快走丝电火花线切割机床的设计。
关键词:电火花线切割;硬脆材料;机床设计;结构
Abstract
After lots of investigation of the internal and external methods on modeling of wire EDM process, the dissertation presents an attempt at modeling. WEDM has advantages of no cutting force and little effect on process ability, which caused by the workpiece material’s hardness. Electric discharge wire-cutting technology has been used widely in the field of Tooling and Machining of Hard and brittle materials. As improving of manufacturing technology, high precession and efficiency of WEDM is needed. Therefore, study on the WEDM of high added value and strong applied CNC control system to improve the market competitiveness is imperative. In the focus of the high speed wire-cutting machine, the article have a detailed description for its design. Through the analysis and understanding of its performance and work principle, made it into three main sections. And select the standard parts and check the main components, then use UG three-dimensional software to comprehensive the physical design and CAD drawing software to final changes made to complete the design to the high speed wire-cutting machine.
Key words: Electric discharge wire-cutting; Hard and brittle materials; Machine design; Structure
目 录
3.2.7 Moldflow Part Adviser(注塑模分析)
………………









