11
全部商品分类
 毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0
毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 补价¥1.00
补价¥1.00 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0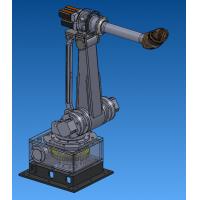 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0Introduciton of Machining
Have a shape as a processing method, all machining process for the production of the most commonly used and most important method. Machining process is a process generated shape, in this process, Drivers device on the workpiece material to be in the form of chip removal. Although in some occasions, the workpiece under no circumstances, the use of mobile equipment to the processing, However, the majority of the machining is not only supporting the workpiece also supporting tools and equipment to complete.
Machining know the process has two aspects. Small group of low-cost production. For casting, forging and machining pressure, every production of a specific shape of the workpiece, even a spare parts, almost have to spend the high cost of processing. Welding to rely on the shape of the structure, to a large extent, depend on effective in the form of raw materials. In general, through the use of expensive equipment and without special processing conditions, can be almost any type of raw materials, mechanical processing to convert the raw materials processed into the arbitrary shape of the structure, as long as the external dimensions large enough, it is possible. Because of a production of spare parts, even when the parts and prefer machining.
Strict precision and good surface finish, Machining the second purpose is the establishment of the high precision and surface finish possible on the basis of. Many parts, if any other means of production belonging to the large-scale production, Well Machining is a low-tolerance and can meet the requirements of small batch production. Besides, many parts on the production and processing of coarse process to improve its general shape of the surface. It is only necessary precision and choose only the surface machining. For instance, thread, in addition to mechanical processing, almost no other processing method for processing. Another example is the blacksmith pieces keyhole processing, as well as training to be conducted immediately after the mechanical completion of the processing.
Primary Cutting Parameters:
Cutting the work piece and tool based on the basic relationship between the following four elements to fully describe : the tool geometry, cutting speed, feed rate, depth and penetration of a cutting tool.
Cutting Tools must be of a suitable material to manufacture, it must be strong, tough, hard and wear-resistant. Tool geometry -- to the tip plane and cutter angle characteristics -- for each cutting process must be correct.
Cutting speed is the cutting edge of work piece surface rate, it is inches per minute to show. In order to effectively processing, and cutting speed must adapt to the level of specific parts -- with knives. Generally, the more hard work piece material, the lower the rate.
Progressive Tool to speed is cut into the work piece speed. If the work piece or tool for rotating movement, feed rate per round over the number of inches to the measurement. When the work piece or tool for reciprocating movement and feed rate on each trip through the measurement of inches. Generally, in other conditions, feed rate and cutting speed is inversely proportional to.
Depth of penetration of a cutting tool -- to inches dollars -- is the tool to the work piece distance. Rotary cutting it to the chip or equal to the width of the linear cutting chip thickness. Rough than finishing, deeper penetration of a cutting tool depth.
Wears of Cutting Tool
We already have been processed and the rattle of the countless cracks edge tool, we learn that tool wear are basically three forms : flank wear, the former flank wear and V-Notch wear. Flank wear occurred in both the main blade occurred vice blade. On the main blade, shoulder removed because most metal chip mandate, which resulted in an increase cutting force and cutting no longer exist. Vice-bladed on, it is determined work piece dimensions and surface finish. Flank wear size of the possible failure of the product and surface finish are also inferior. In most actual cutting conditions, as the principal in the former first deputy flank before flank wear, wear arrival enough, Tool will be effective, the results are made unqualified parts.
As Tool stress on the surface uneven, chip and flank before sliding contact zone between stress, in sliding contact the start of the largest, and in contact with the tail of zero, so abrasive wear in the region occurred. This is because the card cutting edge than the nearby settlements near the more serious wear, and bladed chip due to the vicinity of the former flank and lost contact wear lighter. This results from a certain distance from the cutting edge of the surface formed before the knife point Ma pit, which is usually considered before wear. Under normal circumstances, this is wear cross-sectional shape of an arc. In many instances and for the actual cutting conditions, the former flank wear compared to flank wear light, Therefore flank wear more generally as a tool failure of scale signs. But because many authors have said in the cutting speed of the increase, Maeto surface temperature than the knife surface temperatures have risen faster. but because any form of wear rate is essentially temperature changes by the significant impact. Therefore, the former usually wear in high-speed cutting happen.
The main tool flank wear the tail is not processed with the work piece surface in contact, Therefore flank wear than wear along with the ends more visible, which is the most common. This is because the local effect, which is as rough on the surface has hardened layer, This effect is by cutting in front of the hardening of the work piece. Not just cutting, and as oxidation skin, the blade local high temperature will also cause this effect. This partial wear normally referred to as pit sexual wear, but occasionally it is very serious. Despite the emergence of the pits on the Cutting Tool nature is not meaningful impact, but often pits gradually become darker If cutting continued the case, then there cutter fracture crisis.
If any form of sexual allowed to wear, eventually wear rate increase obviously will be a tool to destroy failure destruction, that will no longer tool for cutting, cause the work piece scrapped, it is good, can cause serious damage machine. For various carbide cutting tools and for the various types of wear, in the event of a serious lapse, on the tool that has reached the end of the life cycle. But for various high-speed steel cutting tools and wear belonging to the non-uniformity of wear, has been found : When the wear and even to allow for a serious lapse, the most meaningful is that the tool can remill use, of course, In practice, cutting the time to use than the short time lapse. Several phenomena are one tool serious lapse began features : the most common is the sudden increase cutting force, appeared on the work piece burning ring patterns and an increase in noise.
The Effect of Changes in Cutting Parameters on Cutting Temperatures
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………



