11
全部商品分类
 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0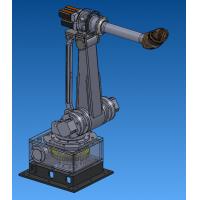 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥46.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥46.00 补价¥1.00
补价¥1.00 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0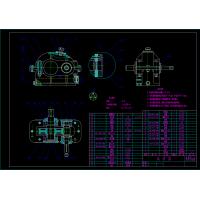 一级减速器成套CAD图【22CAD】...¥37.00
一级减速器成套CAD图【22CAD】...¥37.00本次设计是对后钢板弹簧吊耳零件的加工工艺规程及一些工序的专用夹具设计。后钢板弹簧吊零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以后钢板弹簧吊耳大外圆端面作为粗基准,以后钢板弹簧吊耳大外圆端面与两个工艺孔作为精基准。主要加工工序安排是先以后钢板弹簧吊耳大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。整个加工过程均选用组合机床。
关键词 后钢板弹簧吊耳,加工工艺,专用夹具
The design of the plate after spring lug parts of the processing order of the processes and some special fixture design. Spring plate after hanging parts of the main plane of the surface and pore. By the principle known Processing , the plane guarantee precision machining holes than guarantee the machining precision easy. So the design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of processing to ensure accuracy. After selecting base plate spring lug large cylindrical face as a rough benchmark, After the leaf spring lug large cylindrical end with two holes as a precision technology benchmarks. main processes arrangements after the first spring plate lug large cylindrical face each other benchmarks machined face, End position to further processing out of holes. In addition to the follow-up processes are individual processes with end-positioning technology and other processing Kong and plane. The entire process of processing machine combinations were selected.
Key words The empress steel plate spring coil mourns the ear,Process the craft,Appropriation tongs
摘 要 Ⅰ
ABSTRACT II
目录 1
1绪 论 1
2 后钢板弹簧吊耳加工工艺规程设计 3
2.1零件的分析 3
2.1.1零件的作用 3
1.1.2零件的工艺分析 3
2.2工艺过程设计所应采取的相应措施 4
2.3后钢板弹簧吊耳加工定位基准的选择 4
2.3.1 确定毛坯的制造形式 4
2.3.2粗基准的选择 4
2.3.3精基准的选择 5
2.4 工艺路线的制定 5
2.4.1 工艺方案一 5
2.4.2 工艺方案二 5
2.4.3 工艺方案的比较与分析 6
2.5机械加工余量、工序尺寸及毛坯尺寸的确定 6
2.6确定切削用量及基本工时(机动时间) 7
2.7时间定额计算及生产安排 16
2.8 本章小结 18
3 粗铣后钢板弹簧吊耳内侧端面夹具设计 19
3.1粗铣后钢板弹簧吊耳内侧端面夹具设计 19
3.2定位方案的分析和定位基准的选择 19
3.3定位误差分析 19
3.4铣削力与夹紧力计算 20
3.5定向键与对刀装置设计 21
3.6夹紧装置及夹具体设计 23
3.7夹具设计及操作的简要说明 24
3.8本章小结 24
4 加工![]() 工艺孔夹具设计 25
工艺孔夹具设计 25
4.1加工![]() 工艺孔夹具设计 25
工艺孔夹具设计 25
4.2定位方案的分析和定位基准的选择 25
4.4切削力的计算与夹紧力分析 26
4.5钻套、衬套、钻模板及夹具体设计 26
4.6夹具精度分析 28
4.7夹具设计及操作的简要说明 28
4.8本章小结 29
5 加工![]() 工艺孔夹具设计 30
工艺孔夹具设计 30
5.1加工![]() 工艺孔夹具设计 30
工艺孔夹具设计 30
5.2定位方案的分析和定位基准的选择 30
5.3定位元件的设计 30
5.4定位误差分析 32
5.5切削力的计算与夹紧力分析 32
5.6钻套、衬套、钻模板及夹具体设计 32
5.7夹具精度分析 34
5.8夹具设计及操作的简要说明 34
5.9本章小结 35
结 论 36
参 考 文 献 37
致 谢 38









