11
全部商品分类

 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 补价¥1.00
补价¥1.00 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0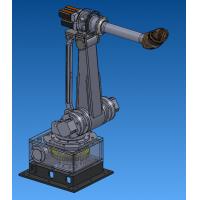 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0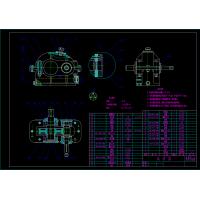 一级减速器成套CAD图【22CAD】...¥37.00
一级减速器成套CAD图【22CAD】...¥37.00变速器换挡叉钻M10螺纹底孔工艺规程和夹具设计【设计说明书+CAD图纸+SW三维+STEP通用格式+过程卡】 备注:此份资料不包含工序卡
摘 要:本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。
拨叉的加工工艺规程及其铣叉口面与钻M10螺纹的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。铣叉口面以Φ15.81F8孔及其端面作为来定位基准,以工件的另外一个端面作为辅助基准,实现工件的完全定位,夹紧则是通过调节螺母来实现;钻M10螺纹以Φ15.81F8孔及其端面作为定位基准,以一削边销作为辅助基准,实现工件的完全定位,夹紧则是由快换垫圈、螺母、心轴等组成。
关键词: 夹紧 定位 基准
目录












