11
全部商品分类
 毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0
毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 补价¥1.00
补价¥1.00 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0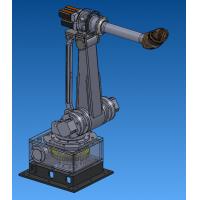 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0
本课题主要是设计磨床尾座体的加工工艺及夹具的设计,在设计中采用先设计该尾座体的加工工艺在根据加工工艺来选取夹具的设计的方案和夹具的具体设计;而设计的重点是夹具的设计。由于工件的孔17和14都要以底面做为基准加工,故首先得做出底面的加工夹具。由于孔17的精度要求高,和定位尺寸误差小,为保证孔的位置和加工准确性我们一定在加工底面的时间通过画线找出底面的加工余量。这样就可以更好的保证孔17的位置和加工精度!加工孔14的夹具其实就是在加工底面夹具的基础上加了一个45度斜度板。加工孔17的时间为保证相对于A和B面的平行度我们就得要准确的设计出以A和B面定位的夹具!还考虑到工件的圆度和圆柱度的误差小,我们设计的夹具就具有对孔17的夹具定位准确,和加工时间的震动小的要求,那就得在孔17的附近找个定位加紧点!
关键词 加工工艺,夹具,尾座体,设计
This topic is mainly design that designs the tail a body of some tool machine to process the craft and tongses, adopting to design first in the design a body of that tail processes the craft at according to process the craft to select by examinations the tongs of the project of the design and concrete design of the tongs;But the point of design is the design of the tongs.Because the bore of the work piece 17 and 14 all want to face to be used as the basis to process with the bottom, past have to do a bottom to face first of process the tongs.Because bore 17 of accuracy have high request, and position the size error margin small, for guarantee the position of the bore and process the accuracy we certainly at process the bottom to face of time pass to draw the line to find out the bottom to face of process the amount of remaining.Thus can with better assurance bore 17 of position and process the accuracy!Process the bore 14 of tongs was in processing the foundation that the bottom faces the furniture to add one 45 degrees of gradient plank in fact.Process the bore 17 of time is opposite for assurance to run parallel with B face of in the A we have to design accurately with the AN and B faces to settle for of tongs!Return in consideration of a degree of the work piece and the error margin of the cylinder degrees are small, the furniture that we design have to the bore 17 of tongs fixed position is accurate, and process the vibration of time small, that have to in the bore 17 of neighborhood seek a fixed position to step up the point!
Keyword process the craft, tongs, a body of tail, design
目 录
机械设计制造及其夹具设计是对我们完成大学四年的学习内容后进行的总体的系统的复习,融会贯通四年所学的知识,将理论与实践相结合。在毕业前进行的一次模拟训练,为我们即将走向自己的工作岗位打下良好的基础。
机械加工工业规程是指导生产的重要的技术性文件,它直接关系到产品的质量、生产率及其加工产品的经济效益,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。
夹具设计是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本,因此在大批量生产中,常采用专用夹具。
这次毕业设计,难免会有许多的问题,恳请各位指导教师给予帮助,希望通过这次设计能锻炼自己的分析问题、解决问题的能力,为以后 参加工作打下良好的基础。
…………








