11
全部商品分类
 玉米脱粒机的设计(说明书+cad图纸+pro三维图+SW三维图+开题报...¥45.00
玉米脱粒机的设计(说明书+cad图纸+pro三维图+SW三维图+开题报...¥45.00 手机壳模具(UG8.5)¥0
手机壳模具(UG8.5)¥0 CAD字体¥0
CAD字体¥0 花生剥壳去壳机(cad+pro+SolidWorks+三维通用格式st...¥49.00
花生剥壳去壳机(cad+pro+SolidWorks+三维通用格式st...¥49.00 6个自由度的水果采摘机械手结构设计【CAD图+SW三维模型+文献翻译+...¥49.00
6个自由度的水果采摘机械手结构设计【CAD图+SW三维模型+文献翻译+...¥49.00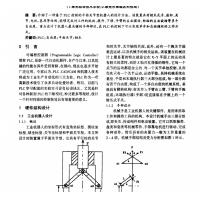 PLC控制的一种平面关节型机器人设计 PDF...¥0
PLC控制的一种平面关节型机器人设计 PDF...¥0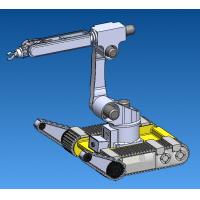 灾害救援机器人的设计(说明书+CAD图纸+SOLIDWORKS三维图+...¥50.00
灾害救援机器人的设计(说明书+CAD图纸+SOLIDWORKS三维图+...¥50.00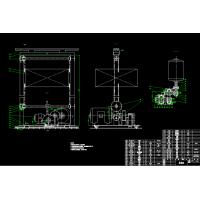 自动化立体仓库堆垛机设计(设计说明书+17张CAD图纸+开题报告+任务...¥49.00
自动化立体仓库堆垛机设计(设计说明书+17张CAD图纸+开题报告+任务...¥49.00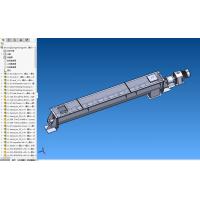 毕业设计 螺旋输送机设计(论文+CAD图纸+SolidWorks三维图...¥49.00
毕业设计 螺旋输送机设计(论文+CAD图纸+SolidWorks三维图...¥49.00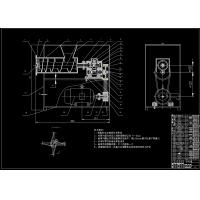 绞肉机的设计【16张CAD图纸+毕业论文】...¥43.00
绞肉机的设计【16张CAD图纸+毕业论文】...¥43.00该零件是数控机床AVC1200加工中心的电机座,起固定和支撑的作用,从而保证该技工中心的动力输入。 零件材料为HT250,零件为电机座。主要固定和支撑电机。由于电机在工作中比较平稳,所以电机座所受的其它冲击力较小,零件产量为小批量生产,零件结构又比较简单,故选择砂型铸件毛坯。制订工艺路线:工序一 热处理(退火);工序二 以顶面为粗基准,粗、精铣底面,选用X63卧式铣床;工序三 以底面为基准,粗、精铣右侧面,选用X63卧式铣床;工序四 铣上表面,保证尺寸 ,选用X63卧式铣床;工序五 铣前、后表面,保证尺寸 ,选用X63卧式铣床;工序六 铣34阶台面,选用X63卧式铣床; 工序七 铣 120端面,保证尺寸 ,选用X63卧式铣床;工序八 车 120外圆面,选用CA6140卧式车床;工序九 扩毛坯孔 分别至 、 、 ,选用Z575立式钻床;工序十 钻、扩 50孔,选用Z575立式钻床;工序十一 钻4-M12深30螺纹底孔 10.1,并倒角,选用Z525立式钻床;工序十二 钻4-M8深20螺纹底孔 6.6,并倒角,选用Z525立式钻床;工序十三 钻2-M8深15螺纹底孔 6.6,并倒角,选用Z525立式钻床;工序十四 钻6- 13.5、锪6- 20沉头孔,选用Z525立式钻床;工序十五 钻2-锥销孔 10,选用Z525立式钻床;工序十六 钻4-M6深15螺纹底孔 4.9,并倒角,选用Z525立式钻床;工序十七 粗、精镗 110深2盲孔,保证尺寸 ,选用T612卧式镗床;工序十八 粗镗 孔(不到尺寸),选用T612卧式镗床;工序十九 镗2×1退刀槽,选用T612卧式镗床;工序二十 半精、精、细镗 孔至尺寸,选用T612卧式镗床,并锪倒角0.5× ;工序二十一 粗、半精、精、细镗 孔,选用T612卧式镗床,并锪倒角0.5× ;工序二十二 镗 孔,选用T612卧式镗床,并锪倒角0.5× ;工序二十三 以 孔中心线为基准粗、半精、精、细镗 130H7 孔,选用T612卧式镗床,并锪倒角0.5× ;工序二十四 攻4-M12、4-M8、2-M8、4-M6螺纹,Z525立式钻床;工序二十五 终检。



