11
全部商品分类
 玉米脱粒机的设计(说明书+cad图纸+pro三维图+SW三维图+开题报...¥45.00
玉米脱粒机的设计(说明书+cad图纸+pro三维图+SW三维图+开题报...¥45.00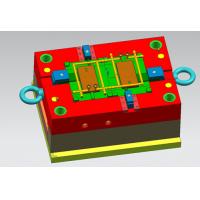 手机壳模具(UG8.5)¥0
手机壳模具(UG8.5)¥0 CAD字体¥0
CAD字体¥0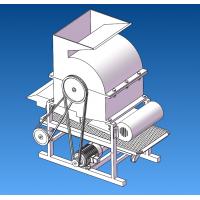 花生剥壳去壳机(cad+pro+SolidWorks+三维通用格式st...¥49.00
花生剥壳去壳机(cad+pro+SolidWorks+三维通用格式st...¥49.00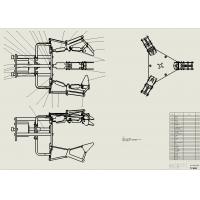 6个自由度的水果采摘机械手结构设计【CAD图+SW三维模型+文献翻译+...¥49.00
6个自由度的水果采摘机械手结构设计【CAD图+SW三维模型+文献翻译+...¥49.00 PLC控制的一种平面关节型机器人设计 PDF...¥0
PLC控制的一种平面关节型机器人设计 PDF...¥0 自动化立体仓库堆垛机设计(设计说明书+17张CAD图纸+开题报告+任务...¥49.00
自动化立体仓库堆垛机设计(设计说明书+17张CAD图纸+开题报告+任务...¥49.00 灾害救援机器人的设计(说明书+CAD图纸+SOLIDWORKS三维图+...¥50.00
灾害救援机器人的设计(说明书+CAD图纸+SOLIDWORKS三维图+...¥50.00 绞肉机的设计【16张CAD图纸+毕业论文】...¥43.00
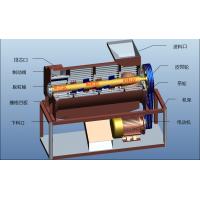
绞肉机的设计【16张CAD图纸+毕业论文】...¥43.00 土豆切片机设计 马铃薯切片机 洋芋切片机 (论文+CAD图纸)...¥43.00
土豆切片机设计 马铃薯切片机 洋芋切片机 (论文+CAD图纸)...¥43.00
夹具最早出现在18世纪后期。随着科学技术的不断进步,夹具已从一种辅助工具发展成为门类齐全的工艺装备。
国际生产研究协会的统计表明,目前中、小批多品种生产的工件品种已占工件种类总数的85%左右。现代生产要求企业所制造的产品品种经常更新换代,以适应市场的需求与竞争。然而,一般企业都仍习惯于大量采用传统的专用夹具,一般在具有中等生产能力的工厂里,约拥有数千甚至近万套专用夹具;另一方面,在多品种生产的企业中,每隔3~4年就要更新50%~80%左右专用夹具,而夹具的实际磨损量仅为10%~20%左右,为了适应科学技术的快速发展,我们在短短几年内需更新大量的专用夹具,这样即提高了加工的成本,也造成了材料的浪费,为了减少这种情况,我们可以采用数控机床的柔性化制造技术。
1)保证工件的加工精度
专用夹具应有合理的定位方案,合适的尺寸,公差和技术要求,并进行必要的精度分析,确保夹具能满足工件的加工精度要求。
2)提高生产效率
专业夹具的复杂程度要与工件的生产纲领相适应,应根据工件生产批量的大小选用不同复杂程度的高效夹紧装置,以缩短辅助时间,以提高生产效率。
3)工艺性好
专用夹具的结构简单,合理,便于加工,装配,检验和维修。专用夹具的生产属于小批量生产。
4)使用性好
专用夹具的操作应简单,省力,安全可靠,排屑应方便,必要时可设置排屑机构。
5)经济型好
除考虑专用夹具本身结构简单,标准化程度高,成本低廉外,还应根据生产纲领对夹具方案进行必要的经济分析,以提高夹具在生产中的经济效益。
确定各表面加工方案,在选择各表面孔的加工方法时,需综合考虑以下因素:
(1)要考虑各表面的精度和质量要求,根据各加工表面的技术要求,选择加工方法及分几次加工。
(2)根据生产类型来选择,在大批量生产中可使用专用的高效率的设备;在单件小批量生产中则使用常用设备和一般加工方法。
(3)要考虑被加工材料的性质。
(4)要考虑工厂或车间的实际情况,同时也应考虑不断改进现有的加工方法和设备,推广新技术,提高工艺水平。
(5)此外,还要考虑一些其他因素,如加工表面的物理机械性能的特殊要求,工件形状和重量等。
…………









