11
全部商品分类
 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 补价¥1.00
补价¥1.00 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0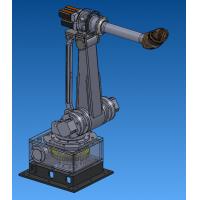 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0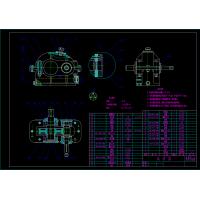 一级减速器成套CAD图【22CAD】...¥37.00
一级减速器成套CAD图【22CAD】...¥37.00凸轮轴的加工工艺
凸轮轴的材料:球墨铸铁、合金铸铁、冷激铸铁、中碳钢
球墨铸铁:将接近灰铸铁成份的铁水经镁或镁的合金或其它球化剂球化处理后而获得具有球状石墨的铸铁。石墨呈球状,大大减轻了石墨对基体的分割性和尖口作用,球墨铸铁具有较高的强度、耐磨性、抗氧化性、减震性及较小的缺口敏感性。
球墨铸铁的凸轮轴一般用在单缸内燃机上,如S195柴油机,做凸轮轴用的球墨铸铁用QT600-3或QT700-2,要求球化为2级(石墨球化率90-95%)石墨粒度大小大于6级。凸轮轴整体硬度HB230-280
合金铸铁:将接近灰铸铁成份的铁水加入Mn、Cr、Mo、Cu等元素。从而与珠光体形成合金,减少铁素体的数量。合金铸铁的凸轮轴一般用于高转速凸轮轴。如CAC480凸轮轴,凸轮轴整体硬度HB263-311。
冷激铸铁:一般用于低合金铸铁表面冷激处理,使外层为白口或麻口组织,心部仍是灰口组织。如:372凸轮轴。使用冷激铸铁的凸轮轴处于干摩擦或半干摩擦工作状态,而具有承受较大的弯曲与接触应力,要求材料表面层抗磨且高的强度,心部仍有一定的韧性。目前国内所用的冷激铸铁主要有两大类:铬、钼、铜冷激铸铁和铬、钼、镍冷激铸铁,冷硬层的金相组织:莱氏体+珠光体(索氏体)冷激铸铁硬度为HRC45—52,目前,国内冷激铸铁的硬度在HRC47左右。
中碳钢:一般用于大型发动机凸轮轴。如:6102发动机采用模锻锻造成型,也有一部分用于摩托凸轮轴,成型较简单。模锻后一般要进行退火处理以便于机械加工。
凸轮轴加工的典型工艺
一.凸轮轴轴颈粗加工采用无心磨床磨削
无心磨床的磨削方式有2种:贯穿式无心磨削和切入式无心磨削。贯穿式无心磨削一般用于单砂轮,它的导轮是单叶双曲面,推动凸轮轴沿轴向移动,仅仅用于磨削光轴。切入式无心磨削是由多砂轮磨削(若是单砂轮磨削,一般砂轮被修整成成型砂轮,如:磨削液压挺柱的球面),如现有480凸轮轴的磨削,可磨削阶梯轴,导轮为多片盘状组合而成,工件不能沿轴向移动,无论是哪一种磨削方式,工件的中心都高于砂轮和导轮的中心,一般切入式磨削都有上料工位、磨削工位、测量工位、卸料工位组成。砂轮线速度60m/s,轴颈径向磨削余量可达3.5mm,单件磨削时间18s,单件工时25s。用无心磨床加工凸轮轴是一种新颖、独特的新工艺,新方法,但又存在一定的局限性,特别是不易磨削轴肩和端面,一般不用于多品种凸轮轴的加工,只用于单一品种、大批量的生产,若要更换所加工的凸轮轴品种,就要更换导轮和砂轮,各砂轮间距需重新调整。切入式无心磨床的修整一般采用单颗粒金刚石修整,修整器所走的路线是凸字形,修整器靠模各段差值与凸轮轴的各段轴颈差值相等。粗磨凸轮轴轴颈所用的砂轮都属于碳化物系列,粒度为60,砂轮线速度为45m/。
二、铣端面,钻中心孔
中心孔加工是以后加工工序的定位基准,在铣端面时,一般只限定5个自由度即可,用2个V型块限定4个自由度,轴向自由度是由凸轮轴3#轴颈前端面或后端面(在产品设计中,该面应提出具体要求)。目前普遍采用的是自定心定位夹紧,密齿刀盘铣削。轴向尺寸保证后端面到毛坯的粗定位基准尺寸和整个凸轮轴长度,鉴于凸轮轴皮带轮轴颈尺寸较小,钻中心孔时一般选用B5中心钻,钻后的孔深用φ10钢球辅助检查,保证球顶到后端面尺寸和2钢球顶部之间的距离,这样可保证以后定位的一致性。
三、凸轮轴的热处理
热处理:将原材料或未成品置于空气或特定介质中,用适当方式进行加热、保温和冷却,使之获得人们所需要的力学或工艺性能的工艺方法。
热处理分类:一般热处理、化学热处理、表面热处理
球墨铸铁凸轮轴一般都是等温淬火。冷却介质为10号、20号锭子油盐浴或碱浴,淬火后经140°C-250°C低温回火,回火后的组织为黑色针叶状马氏体,硬度HRC50-54。
合金铸铁和钢件凸轮轴一般采用中频淬火:淬火频率1000-10000Hz,一般选用7000Hz。也就是感应加热表面淬火,其原理是:将凸轮轴的凸轮放入加热线圈中,由于电流的集肤效应,使凸轮由外层向内加热、升温,使表层一定深度组织转变成奥氏体,而后迅速淬硬的工艺,目前480凸轮轴采用自然回火的方法,其凸轮表面组织为针状马氏体。
凸轮轴经表面热处理:可较大地提高零件的扭转和弯曲疲劳强度和表面的耐磨性。
感应加热淬火变形小、节能、成本低、劳动生产率高、淬火机可放在冷加工生产线上,便于生产管理。
480凸轮轴中频淬火机在感应加热时,要对电源、变压器、感应线圈进行冷却,要求冷却水的温度在25°C-30°C,淬火冷却液的温度为53°C-62°C,若机床本身达不到要求,必须在机床外提一套附加冷却装置,用来给冷却水制冷。
四、凸轮轴的深孔加工
在机械加工中L/D>5时的孔加工可称为深孔加工,用普通麻花钻钻深孔时有以下困难。
1.钻头细长。刚性差,加工时钻头易弯曲和振动,难以保证孔的直线度与加工精度。
2.切屑多,而排除切屑的通道长而狭窄,切屑不容易排出。
3.孔深切削液不易进入,切削温度过高,散热困难,钻头容易断。
深孔钻按工艺的不同可分为在实心物体上钻孔、扩孔、套料3种,而以在实心料上钻孔用得最多,如480凸轮所用的深孔都是由枪钻经2头加工而成的。每次钻孔深为L/2+10mm。
枪钻钻削是单刃外排屑式的,一般适用于加工φ2-φ20mm孔, L/D>100、表面粗糙度Ra12.5-3.2mm、精度H8-H10级的深孔。单刃外排屑深孔钻,最早用于加工枪管,故称枪钻,也是φ2-φ6mm深孔加工的唯一办法。枪钻带有V形切削刃和一个切削液孔的钻头、钻杆、及适用于某专用设备的钻柄组成。高压切削液(7MPa)通过钻头的小孔送到切削区域内,进行冷却、润滑并帮助排屑,然后再将切屑与切削液顺着V型刀杆排入集中冷却系统中。钻头为硬质合金,采用焊接式结构。切削用量一般为0.06-0.1mm/r,为了更好地控制刀具的破损程度,
……………………
……………………
……………………



