11
全部商品分类
 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0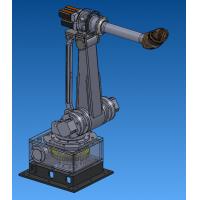 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥46.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥46.00 补价¥1.00
补价¥1.00 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0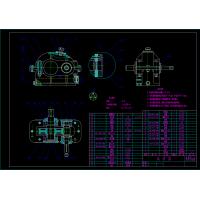 一级减速器成套CAD图【22CAD】...¥37.00
一级减速器成套CAD图【22CAD】...¥37.00摘要
这次毕业设计我设计的课题是涡轮蜗杆减速器箱体加工工艺及夹具设计。该箱体零件结构复杂,体积小。为了提高生产效率和降低劳动强度,专门设计一精镗主轴轴承孔的组合镗床及其专用夹具。本设计说明书可分为四部分:
第一部分为机械加工工艺规程的编制,简要的分析了零件作用及其工艺情况对毛坯的制造、加工基准进行选择并制定工艺路线,确定机械加工余量,工序尺寸及切削用量等。
第二部分为组合镗床设计。设计的机床是单位组合机床进行单面加工。从工件定位及夹紧可靠,保证加工精度出发,选择卧式单面非刚性轴组合镗床。并绘制了加工工序图,加工示意图和卧式单面组合镗床的尺寸联系图。
第三部分为专用夹具设计。夹具设计是本次设计的主要内容之一。在设计中需对夹具的误差进行分析,还要对夹紧力进行计算,以保证满足加工要求。
关键词:箱体 加工工艺 夹具
Abstract
I designed this graduation project is the subject of worm gear box and the fixture design process. The box part complex, small size. In order to improve productivity and reduce labor intensity, specially designed for fine boring spindle bearing bore of a combination of boring and special fixtures. The design specification can be divided into four parts:
The first part of the preparation for mechanical machining, summary and analysis of the role of crafts for blank parts manufacture, processing options and to develop processes for the base line, identifying machinery allowance, size and cutting processes consumption.
The second part was the design portfolio boring lathe. The machine tools are designed for paper processing unit combination machine tools. From her position and Jiajin reliable guarantee starting precision processing, printing of non-rigid axle portfolio choice horizontal boring lathe. And the mapping of the manufacturing processes, and processing paper maps and horizontal linkages portfolio boring lathe size chart.
Part dedicated jig into the design. Jig design is one of the main elements of this design. In the design of the jig to the error analysis, but also for calculating Jiajin power to ensure that meet processing requirements.
Finally, foreign language translation technology and the preparation of brochures.
Keyword : replace machining precision smooth-bore main Kong jig.
目 录
第一章 前言 4
第二章 零件加工工艺设计 6
2.1 零件的分析 6
2.1.1 零件的作用 6
2.2.2 零件的工艺分析 6
2.1.3 工艺路线的安排 6
2.2毛坯选择 7
2.3工艺路线的拟定 8
2.4选择加工刀具设备及刀、夹、量具 10
第三章 加工余量确定及工序尺寸计算 12
3.1 毛坯余量………………………………………………………… 12
3.1.1公差等级的确定 13
3.2 箱体各平面加工工序余量 14
3.3 内孔φ52H7轴向加工工序余量 14
3.4内孔φ40H7轴向加工工序余量 14
3.5 内孔φ47H7加工工序余量 14
3.6 内孔φ54加工工序余量 15
3.7内孔加工工序余量 15
3.8 最终毛坯工序加工余量及公差 15
第四章 切削用量及工时的确定 18
4.1切削用量及机械加工时间的计算 18
第五章 专用夹具设计 31
5.1 夹具的作用及设计条件 31
5.2 夹具的设计计算 31
5.2.1 定位基准的选择 31
5.2.2 定位误差的分析 32
5.2.3 工件自由度的限制 32
5.2.4 确定夹紧方式 32
5.2.5 夹紧力的计算 32
结论 34
致谢 35
参考文献 36
第一章 前言
本次题目为“TS-25拖拉机水循环泵壳体机加工工艺及工装设计”,零件属于批量生产,因此,需要考虑使用专用夹具来提高生产率。参考类似零件的加工方案及查工艺手册,结合所给零件的技术要求及外型特点进行工艺路线的拟定专用夹具的设计。
机械加工工艺学毕业设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在离开学校之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。
机械加工工艺规程必须保证零件的加工质量,达到设计图纸规定的各项技术要求,同时还应该具有较高的生产率和经济性。因此,机械加工工艺规程设计是一项重要的工作,要求设计者必须具有丰富的生产实践经验和广博的机械制造工艺基础理论知识。
机械加工工艺规程是组织车间生产的主要技术文件:合理的机械加工工艺规程,能实现产品优质、高产和低消耗的生产。同时机械加工工艺规程也是生产准备和计划调度的主要依据:有了机械加工工艺规程,在产品投入生产之前就可以根据它进行一系列的准备工作,如原材料和毛坯的供应,机床的调整,专用工艺装备的设计与制造,生产作业计划的编排,劳动力的组织,以及生产成本的核算等。有了机械加工工艺规程,就可以制定所生产产品的进度和相应的调度计划,使生产均衡、顺利地进行。
在制订工艺规程时,应根据零件的产量和现有的设备条件,综合考虑加工质量、生产率和经济性的要求,经过反复分析比较,确定最优或最适合的方案。
而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
用夹具装夹工件有下列优点:
(1)能稳定地保证工件的加工精度。用夹具装夹工件时,工件相对于刀具及机床的位置精度由夹具保证,不受工人技术水平的影响,使一批工件的加工精度趋于一致。
(2)能提高劳动生产率 使用夹具装夹工件、快速,工件不需要划线找正,可显著地减少辅助工时,提高劳动生产率;工件在夹具中装夹后提高了工件的刚性,因此可加大切削用量,提高劳动生产率;可使用多件、多工位装夹工件的夹具,并可采用高效夹紧机构,进一步提高劳动生产率。
(3)能扩大机床的使用范围
(4)能降低成本 在批量生产中使用夹具后,由于劳动生产
率的提高、使用技术等级较低的工人以及废品率下降等原因,有明显地降低
………………
………………
………………全套请下载!



