11
全部商品分类
 毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0
毕业设计辅助工具_免费论文文案文章修改神器_毕业设计辅助软件_论文查重...¥0 solidworks2018 中文版¥0
solidworks2018 中文版¥0 CA6140车床拨叉831006零件夹具设计说明书——9页...¥0
CA6140车床拨叉831006零件夹具设计说明书——9页...¥0 机械设计制造及其自动化毕业设计(论文)开题报告...¥0
机械设计制造及其自动化毕业设计(论文)开题报告...¥0 XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0
XX大学理工类毕业设计(论文)开题报告——自行车配件管理系统...¥0 课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0
课程设计 CA6140车床拨叉831002的加工工艺及钻φ25孔的钻床...¥0 补价¥1.00
补价¥1.00 毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0
毕业设计辅助工具_免费在线论文文案文章修改神器_毕业设计辅助软件_AI...¥0 陈家沟桥梁施工组织设计方案.doc...¥0
陈家沟桥梁施工组织设计方案.doc...¥0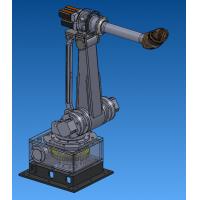 六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00
六自由度工业机器人设计【说明书(论文)+CAD图纸+SolidWork...¥45.00根据设计任务要求,进行年产50万吨高线车间设计。设计参考众多国内外先进的线材生产厂,由任务书产量要求,选择高速线材生产方式。
设计内容包括建厂经济依据、产品大纲分配、原料选择、出口速度选择、道次选择、轧机比较及选择、孔型系统设计、速度计算、温降计算、力能计算、轧辊校核、加热炉等辅助设备选择等。
为保证高速下顺利轧制,全线为平立交替布置,轧件无扭运行,尽可能减少事故隐患。粗中轧机采用高刚度二辊短应力线轧机,预精轧机前两架短应力线轧机,后四架采用悬臂式轧机,这样可以安装高硬度耐磨碳化钨辊环,延长轧辊孔型寿命,保证最终产品精度。精轧机组采用8架方案,皆为超重V型悬臂成组传动轧机,出口安装4架减定径机,保证轧制速度高并且尺寸精确稳定。
车间工艺与设备选择能够高精度生产Φ6高线。
关键词 硬线;短应线轧机;平立交替;超重V型无扭轧机;控制冷却
This task is to design workshop that can produce 300 Kt hard wire. Re-ferring to a number of domestic and international advanced hard wire work-shops and according to the task requirement,the high speed produce pattern is chosen.
In this paper, the following aspests are referred, such as the economic accordance, the distribution of output, the material choose, rolling speedat exit choose, the number of passes,the mill comparision and choose, pass system design, rolling velocity computing, the temperature and mechnical computing, the strengthen of roller test, Stelmor air cooling tables choo-se,etc.
In order to successfully rolling hare wire at high speed, all mill on the produce line set horrizontal and vertical looper. In the rolling pro-cess, the rolling piece has no twist , thus, the hidden accident can be reduced.
Rough and middle mill are heavy-rigidly two-roller short stress thread stands, as to pre-finishing mill group, the former two stands are short stress thread , the later four stands are cantilever, which are able to install high hardness and wearlessness roll collar made from WC so that the life of roller pass can be longer, therefor, the precision of produc-tion can be satisfied. The finishing mill group adopt 10 stands, which all are over weight V-type no twist cantilever mill and used entire group driving. At the exit of finishing mill group, the two sizing diameter stands are equipped to ensure higher rolling speed and the stable size pr-ecision.
The rolling technology is laid down and equipment are selected so that high precision Φ6.5 high wire can be produced.
Keywords hard wire; short stess thread; horizontal and vertical looper,
over weight V-type; no twist cantilever mill; controll coolling
目 录



